La principe de méthanisation (digestion anaérobie) est comme suit :
- Collecte de la matière organique (déjections animales et résidus de cultures) ;
- Réception, Traitement anti-odeur et Stockage des intrants ;
- Hygiénisation afin de réduire et maitriser les micro-organismes indésirables. Selon le Guide pratique de l’ADEME, après avoir subi une étape d’hygiénisation à 70°C pendant 60 minutes ou compostées dans des réacteurs fermés, les déchets de cuisine et de table peuvent être méthanisées pour produire du compost ou du biogaz (Règlement n°1069/2009) ;
- Transformation des intrants afin de produire du digestat liquide/solide ainsi qu’un mélange de Gaz (Méthane, Gaz carbonique, entre autres)
Selon le Guide méthodologique METHAPI-Expertise, cette transformation englobe quatre étapes –
– l’hydrolyse,
– l’acidogénèse (phase fermentative),
– l’acétogénèse,
– la méthanogénèse ; - Après avoir épuré le Méthane –
– Soit production d’électricité et valorisation de la chaleur,
– Soit injection du méthane dans le réseau national de Gaz naturel ; - Déshydratation (séparation en liquide et solide) et Stockage du digestat (résidu non digéré) avant sa valorisation –
– compostage (ou pas) du digestat solide avant son épandage,
– concentration du digestat liquide avant son épandage.
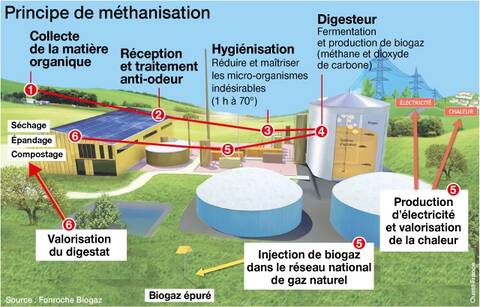
Principe de Méthanisation
Source : Infographie dans l'article Huit questions sur l’essor de la méthanisation en Bretagne sur Ouest-France.fr
Selon le Guide méthodologique METHAPI-Expertise, le processus de dégradation anaérobie, pour se dérouler dans les meilleures conditions, peut se situer dans deux gammes de température :
- 35-40°C (mésophile) ;
- 50-55°C (thermophile).
Le contrôle de la température au sein du digesteur doit donc être précis (système de mesure fiable et étalonné régulièrement), régulier et représentatif de l’ensemble du digesteur. A partir des données recueillies, le système de chauffage du digesteur doit être capable d’atteindre une température cible (double enveloppe, chauffage du réacteur ou du produit alimenté…).
Selon la fiche technique de l’ADEME, il est généralement admis que la plupart des agents pathogènes sont détruits lors de la méthanisation thermophile (à 55 °C).
L’hygiénisation dépendant du couple « durée de séjour / température de réaction », il faut au besoin (en cas de méthanisation mésophile ou de durée insuffisante) prévoir :
- soit une pasteurisation du digestat à 70 °C durant 2 heures ;
- soit un compostage hygiénisant (conformément à la norme Afnor NF U 44-051) ou tout autre traitement hygiénisant (chaulage …).
Selon la fiche technique de l’ADEME, un compostage du digestat n’est pas indispensable, dans la mesure où la valorisation agricole du digestat reste possible dans le cadre d’un plan d’épandage. Toutefois, le digestat, même après pressage, reste très humide et son stockage est délicat, car il peut induire des dégagements gazeux malodorants. Un compostage pallie ces difficultés car il assèche le produit et lui donne une structure aérée. De plus, si la norme NF U 44-051 est respectée, elle garantit une qualité plus élevée du compost et permet un épandage sans les contraintes administratives d’un plan d’épandage.
Selon le groupe méthanisation d’Eaux et rivières de Bretagne (Reporterre), il existe des techniques d’hygiénisation — une période d’une heure de chauffe à plus de 70 °C — qui permettraient un meilleur « nettoyage » du digestat, mais elles ne sont pas obligatoires.
Selon Reporterre, « Lorsque le digestat bourré de pathogènes est épandu, il est consommé par le sol puis s’infiltre vers les cours d’eau et les nappes phréatiques », explique le groupe méthanisation d’Eaux et rivières de Bretagne.
« Dans les zones karstiques (sols calcaires à structure de gruyère) comme sur les pentes des causses, l’infiltration est très rapide et va directement dans les nappes phréatiques, où nous pompons notre eau potable », dit le hydrologue et chercheur au CNRS à la retraite, membre du CSNM. « Une infiltration rapide signifie qu’il n’y a pas de filtration du sol ni de dilution possible. » Une eau polluée pourra être traitée en station de potabilisation avant d’arriver dans nos robinets, mais tout dépend de la technologie de la station près de chez soi. « Un traitement au chlore, comme c’est le cas dans le Lot, ne suffit pas à débarrasser l’eau de ces pathogènes », assure le radiologue et membre du CSNM.
La fermentation des intrants est réalisé par un réacteur de méthanisation (appelé « digesteur » par l’Industrie Chimique) qui chauffe la mixture à 38°C pendant au moins 40 jours.
Selon CSNM (voir CR n°46 du Commission d’enquête parlementaire), les nuisances olfactives dépendent des intrants et de la durée de la méthanisation. Les déchets d’abattoirs, le sang n’ont pas les mêmes odeurs que les épluchures de fruits. Plus la durée de la méthanisation est longue, moins le digestat sentira mauvais à la sortie.
Selon Repoterre, le physicien explique que la méthanisation est réputée vertueuse pour sa faible émission de gaz à effet de serre, « mais c’est faux ». « Déjà, lorsque les bâches qui couvrent les digesteurs se détériorent, vous avez une fuite de méthane. » L’IRSTEA nuance et explique que les risques de fuite se situent plutôt au niveau des soupapes de sécurité et des canalisations. L’enjeu est de taille car le méthane a un potentiel de réchauffement 28 fois supérieur à celui du dioxyde de carbone (CO2). Une étude de l’IRSTEA est en cours pour détecter et évaluer ces fuites. Le Groupe d’experts intergouvernemental sur l’évolution du climat (GIEC) estime que le taux de fuite potentiel se situe entre 0 et 10 %, mais la faiblesse des données disponibles rend pour le moment l’évaluation délicate.

Usine VALDIS à Issé en Loire-Atlantique (Liberté Bonhomme Libre)
Selon la fiche n° 00 du CSNM, les méthaniseurs doivent rester de taille raisonnable pour ne pas entraîner trop de trajets pour les approvisionner en intrants de méthanisation, et pour épandre les produits de méthanisation sans trop de trajets inverses. Ceci rendrait négative leur balance environnementale à cause simplement des émissions de CO2 dues aux transports. La taille raisonnable pour des collectifs d’agriculteurs porteurs de projets d’usines de méthanisation semble se situer entre 10 000 tonnes et 30 000 tonnes d’intrants de méthanisation.
Selon la fiche technique de l’ADEME, les sources potentielles de bruit liées à une installation de méthanisation sont le transport des déchets / substrats et le fonctionnement des moteurs de cogénération (en cas de valorisation par cogénération). Le procédé de méthanisation en lui-même est silencieux.
En ce qui concerne le bruit lié au transport, les véhicules, les matériels de manutention et les engins de chantier utilisés à l’intérieur de l’installation doivent être conformes aux dispositions en vigueur en matière de limitation de leurs émissions sonores, et doivent être utilisés pendant les horaires de travail habituels (8h – 18h en semaine). L’usage de tous appareils de communication par voie acoustique (sirènes, haut-parleurs, avertisseurs) est interdit, sauf si leur emploi est exceptionnel et réservé à la prévention et au signalement d’incidents graves.
En ce qui concerne les bruits liés aux moteurs de cogénération, une étude acoustique permet de prendre les mesures nécessaires (par exemple revêtement absorbant sur les murs et le plafond pour respecter les normes imposées par la réglementation). Selon la réglementation ICPE à laquelle sont soumises les installations de méthanisation, « le niveau de bruit en limite de propriété de l’installation ne dépasse pas, lorsqu’elle est en fonctionnement, 70 dB pour la période de jour et 60 dB pour la période de nuit… ».
Selon la fiche technique de l’ADEME, dans les conditions actuelles, la vente d’électricité seule n’est pas suffisante pour rentabiliser un projet : il faut compter sur la valorisation de la chaleur et/ou le traitement de déchets extérieurs. Par un effet d’échelle, l’investissement diminue quand la puissance électrique installée augmente. Le génie civil est un poste important, il représente près de la moitié de l’investissement.
Selon la fiche technique de l’ADEME, le tarif d’électricité est constitué d’un tarif de base fonction de la puissance électrique. Il peut être bonifié par deux primes :
- La prime à l’efficacité énergétique est conditionnée à une valorisation de plus de 35 % de l’énergie primaire produite hors process. L’énergie de process correspond à la consommation électrique des auxiliaires de la co-génératrice, le chauffage des digesteurs, l’hygiénisation … ;
- La prime pour le traitement d’effluents d’élevage est conditionnée à la teneur en effluents d’élevage de la ration et à la puissance électrique installée.
Cumulables, les primes “efficacité énergétique” et “effluents d’élevage” majorent très significativement le tarif de base, notamment pour les petites puissances.
Pour plus d’informations voir l’arrêté du 19 mai 2011 fixant les conditions d’achat de l’électricité produite par les installations qui valorisent le biogaz.
Etant donné que la situation financière est assez délicate pour une Unité de méthanisation, on comprendrait bien que un exploitant pourrait être tenté de basculer d’une gestion raisonnée vers une gestion non-raisonnée afin de s’en sortir.
Non seulement la transformation elle-même pourrait être Raisonnée ou Non-raisonnée (voir plus haut), mais elles pourraient également être Raisonnées ou Non-raisonnées :
